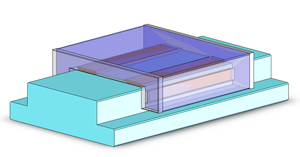
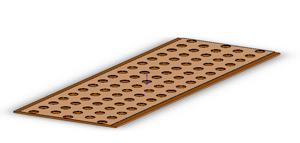
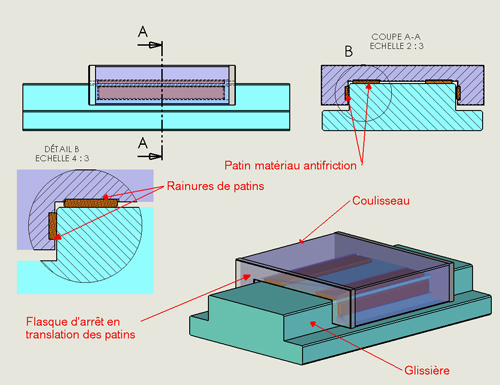
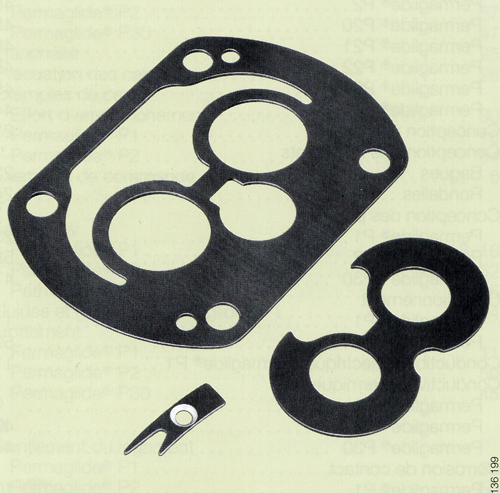
Dans le cas d'un guidage en translation de forme prismatique, les contacts plan sur plan sont facilités par l'interposition de patins réalisés en matériau ŕ faible corfficient de frottement (alliage cuivreux en général) ou en matériaux synthétiques (type téflon). Ces patins peuvent fonctionner soit : ŕ sec, sans apport de lubrification, dans le cas des matériaux cuivreux ou synthétiques, ce qui limitent un peu les performances (charge encaissée et vitesse de déplacement) en fonctionnement autolubrifié, dans le cas de patins réalisés par frittage (la matičre poreuse est alors imprégnée de lubrifiant) ou par la créations de zones de rétentions d'huile sur la face de frottement (voir figure ci-contre, un patin comportant des alvéoles de lubrification).
|