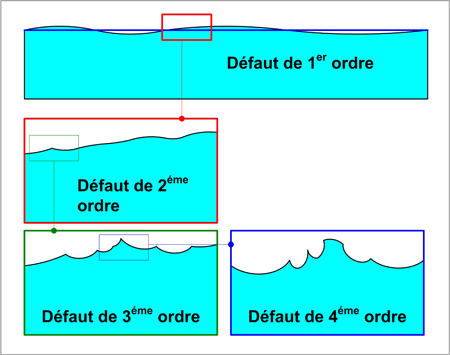
| Défaut de premier ordre | Ondulations générales de la surface réelle, défauts macro géométriques caractérisant l'écart entre la surface réelle et un modčle géométriquement parfait. |
| Défaut de deuxičme ordre | Ondulations particuličres de la surface réelle qui suivent la forme générale de premier ordre. Il sont généralement dus aux mouvements d'avance d'un outil et ŕ des vibration basse fréquence |
| Défaut de troisičme ordre | Stries et sillons de la surface réelle, d'ordre micro géométriques, périodiques et dus aux mouvements d'avance et aux vibrations haute fréquence des machines outil. |
| Défaut de quatričme ordre | Défauts particuliers, détériorations locales d'ordre micro géométriques, non périodiques, de trčs faible amplitude qui peuvent dépendre de l'homogénéité de la matičre. |