 Soudage des matériaux plastiques Soudage des matériaux plastiques
Les principaux procédés de soudage des matičres plastiques sont : - Le soudage par ultrasons.
Si l’émetteur est voisin de la zone de soudure on parle de soudage "proche". Ce dernier est bien adapté aux plastiques mauvais conducteurs des ondes et aux matériaux peu rigides. Dans le cas contraire on parle de soudage "lointain". L’émetteur d’ultrasons est positionné assez loin de la ligne de soudure ce qui permet de traiter le cas des pičces de grandes dimensions. Pour les pičces soudées par ultrasons, la forme au niveau du joint et de l’emboîtement conditionne la qualité de l’assemblage. Il convient donc de consulter des documents spécialisés qui proposent des types de formes comme celles de la figure ci-dessous. 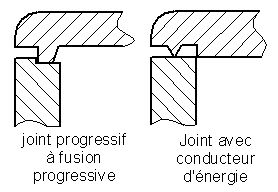
Le procédé consiste ŕ presser fortement l’une sur les autre les deux pičces ŕ assembler aprčs les avoir fait frotter l’une sur l’autre ŕ haute fréquence, de telle sorte qu’elles soient fortement échauffées. Pour garantir une bonne efficacité du soudage par friction, il faut veiller : - au parallélisme des plans de joint ;
- ŕ la possibilité de déplacement relatif des pičces (2 mm en moyenne) permettant la friction, ce qui n’est pas sans contraintes sur les formes s’il y a emboîtement ;
- ŕ une rigidité suffisante des surfaces en contact dans la zone du joint.
Les figures ci-dessous présentent des formes compatibles avec le procédé et conduisent ŕ une soudure avec ou sans bavure. 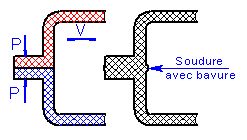 
- Le soudage par plaque chauffante.
La méthode consiste ŕ réchauffer les deux faces ŕ souder, ŕ l’aide la plaque portée ŕ une température élevée, puis aprčs avoir dégagé la plaque, ŕ exercer une pression forte sur la zone ou la soudure doit se produire. Ce procédé requiert une préparation particuličre des pičces, illustrée par la figure ci-dessous. 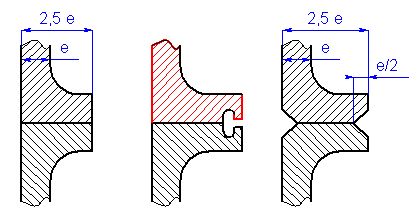
|
