Les procédés de thermoformage
3-1 Formage négatif
Les formes et dimensions fonctionnelles des faces extérieures de la pièce sont obtenues par une empreinte sur le modèle.
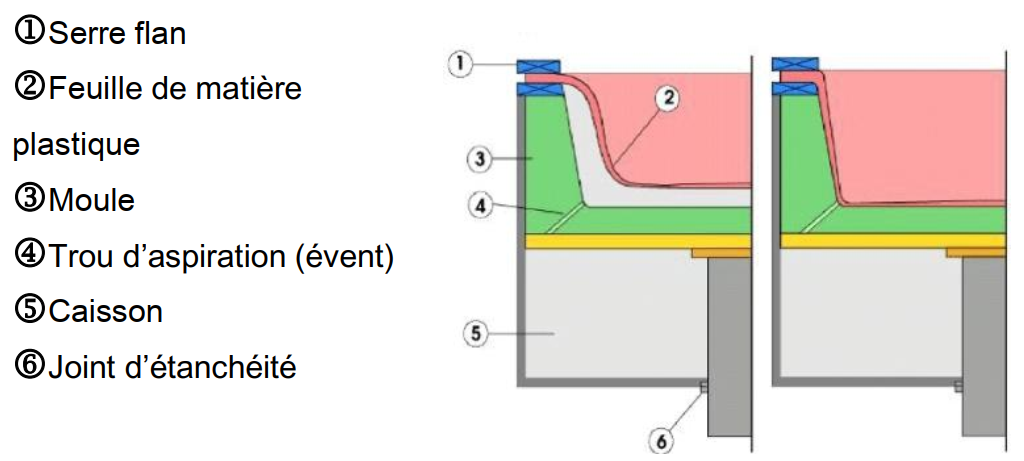
Formage négatif simple :
Dans ce cas, le moule est négatif (ou encore femelle), et l'on applique simplement le vide entre la feuille et la cavité de moule ; la feuille chaude se déforme pour épouser exactement la forme du moule. L'étirage de la feuille est responsable d'un amincissement progressif suivant la profondeur de l'empreinte. Il se localise sur le fond des empreintes et sur le pourtour de ce fond. Les bords supérieurs se rapprochent progressivement de l'épaisseur nominale de la feuille, de telle sorte que cette technique conduit à des produits finis présentant plus de rigidité sur les bords que dans les fonds.
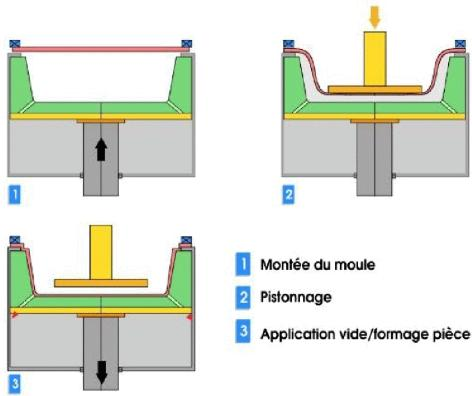
Formage négatif avec préformage mécanique :
En fonction de l'objet à réaliser, on emboutit la matière plastique sur une partie de la profondeur de la cavité, le reste de la déformation étant effectué par application du vide sur le moule négatif.
L'objet fini présente ainsi une épaisseur beaucoup plus uniforme. Ce procédé est le plus employé pour l'obtention d'emboutis profonds ; pour la fabrication de grandes séries (gobelets pour distributeurs), on a recours à des moules multi-empreintes, compatibles
avec cette technique
3-2 Formage positif
Les formes et dimensions fonctionnelles des faces intérieures de la pièce sont obtenues par un poinçon sur le modèle.
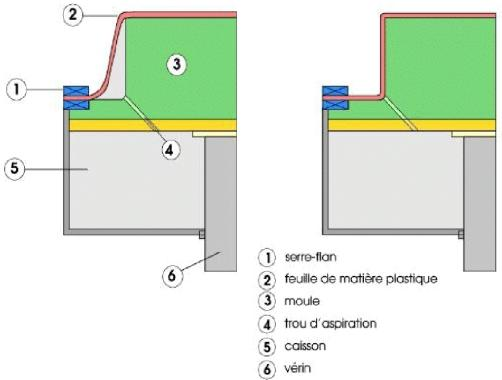
Formage positif simple (drapage) : Lorsque le moule s'élève et vient emboutir la feuille après le chauffage, elle se drape sur ses contours, et l'application du vide termine le travail d'obtention des formes finales. On peut aussi remplacer le vide entre feuille et moule par une surpression au dessus de la feuille.
Ce procédé comme le formage négatif, provoque un étirage de la feuille. Les amincissements sont localisés sur les pourtours du moule, car la partie de la feuille correspondant au fond ne participe pas à la déformation, surtout si le fond du moule est plan (analogie avec l'emboutissage des métaux).
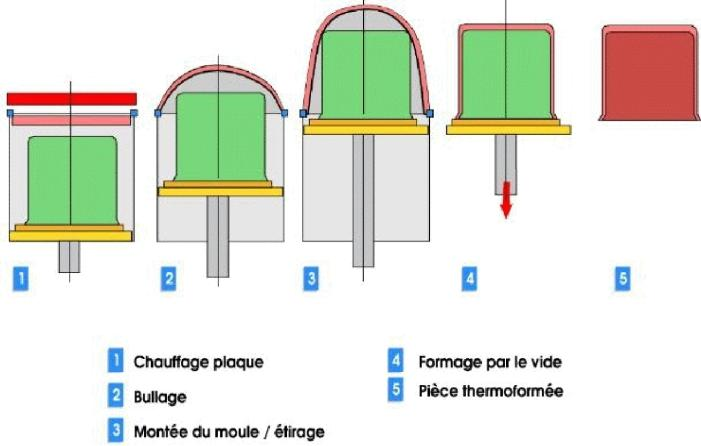
Formage positif avec préformage pneumatique (bullage) :
Le procédé consiste à gonfler d'abord la feuille chaude avant l'opération de formage. La déformation provoquée transforme la feuille plane en calotte sphérique, où l'amincissement diminue de façon progressive du pôle de la sphère vers le serre-flan.
Un gros avantage de cette technique est de produire un étirage bi-axial de la matière, améliorant ses propriétés mécaniques.
Variante : on fait le vide dans le caisson avant la montée du porte-moule, donnant à la feuille une forme de calotte sphérique concave. Le moule positif retourne alors cette calotte dans son mouvement ascendant et on termine le formage comme précédemment par action du vide du coté du poinçon.